|
Norrbottens-Kuriren N:o 59, l—rdagen den 11 mars 1933.
|
||
I juli 1931 publicerade sign. en helsidesartikel om rekonstruktionen av T—refors sÍgverk och uppbyggandet av Jonitex-fabriken, som just dÍ pÍ allvar b—rjade sin produktion. I denna artikel heter det bland annat: Sedan dess (sedan f—retaget igÍngsatts och timmerkontrakt med domðnstyrelsen upprðttats) ha nya bottenpriser undan f—r undan med oro antecknats av trðvaruexport—rerna. Man har frÍgat sig Íter och Íter varthðn det bðr, men pressen har icke lindrats. Och dÍ svÍrigheter hðrigenom uppstÍtt f—r de bðst organiserade och kapitalf—rs—rjda f—retagen, inses lðtt, att det fordrats frejdigt mod hos ledningen f—r ett nystartat f—retag som T—refors f—r att icke blott vÍga fortsðtta driften, utan dðrjðmte fullkomna produktionen, vilket skett genom uppf—randet av Jonitex-fabriken. Det frejdiga modet kunde dessvðrre icke garantera fabrikens fortbestÍnd, ty elden kom l—s och spolierade den efterlðngtade och dyrbara anlðggningen, den f—rsta och enda i sitt slag i øverbotten.
12 januari 1932: Den gamla fabriken i lÍgor. De pessimistiska orden om trðvarumarknadens utveckling voro berðttigade. VÍra trðvaruexport—rer ha sedan 1931 fÍtt vara med om marknadens sjunkande mot det ovissa och oberðkneliga. Situationens allvar framgick bland annat av bankdirekt—r StÕens bekanta yttrandet till en tidning i fjol: Jag anser vÍra engagemang inom trðvaruindustrin betryggande, sÍvida man nu alls vÍgar tillmðta trðvaruindustrin nÍgon framtid. NÍja, vÍra trðvarumðn arbetade vidare, utan att lÍta sin energi slappna. F—rs—ken att uppnÍ samf—rstÍnd med de —vriga producenterna i Nordeuropa voro f—ga uppmuntrande. Kolossen Ryssland, med hela produktionen samlad pÍ en hand, drog ett streck —ver alla berðkningar. Det blev nðstan om—jligt ðven f—r de bðst rustade f—retagen att hÍlla produktionen uppe och undvika f—rluster. Krisens gissel drev emellertid trðvaruproducenterna att Ínyo s—ka kðnning med varandra. En produktionsbegrðnsning kom till stÍnd. Sveriges produktion har Ír frÍn Ír sðnkts med 100,000-tals standards. Samtidigt har ett storartat nydaningsarbete pÍgÍtt inom de svenska f—retagen. Sedan de hotfulla moln, som stÍtt kring Rysslands produktion, skingrats, och man kunde bilda sig en uppfattning om detta lands kapacitet, var man snart nog fðrdig att vidtaga sina mÍtt och steg. F—r Sveriges vidkommande stod det klart, att man till det yttersta mÍste utnyttja den tekniska —verlðgsenheten, tillvarataga allting frÍn barren till tjðrsubbarna. Modernisering, rationalisering, kvalitetsproduktion, dessa ord blevo slagord. Genom utbyggnad av f—rðdlingsfabrikerna, framf—rallt sulfatfabrikerna, kunde man tillvarataga gallringsviket, det mindervðrdiga virket och sÍgverksavfallet samt hðrigenom h—ja bÍde skogens och f—rðdlingsf—retagens rðntabilitet. Man inriktade sig med framgÍng pÍ att f—rbilliga timrets avverkning och nedflottning, medan staten avskrev en del av det i flottlederna nedlagda kapitalet. Stðllningen f—rbðttrades, trots den m—rdande konkurrensen, ehuru visserligen svÍrigheterna delvis bestÍ ðnnu idag. ánnu pÍgÍr denna nydaningsprocess inom svensk trðf—rðdlingsindustri. étskilliga drag fattas ðn i dess nya ansikte. Vi ha emellertid anledning att kðnna tillfredsstðllelse med de redan uppnÍdda resultaten. Just nu kunna vissa hoppingivande svðngningar i marknadslðget noteras. Redan i fjol var produktionsvolymen f—r trðvaror sÍ inknappad, att k—pbehovet i importlðnderna aldrig blev fullt mðttat. Och i Ír ha f—rsðljningarna gÍtt jðmf—relsevis bra (man har sðnkt pretantionerna!), ðven om priserna icke varit alldeles tillfredsstðllande. En aktad expert, redakt—ren f—r svensk Trðvaru-Tidning, har trott sig kunna stðlla ett relativt gynnsamt horoskop f—r den nðrmaste utvecklingen. MÍnga faktorer ðro ovissa, ett mindre bakslag ðr alltjðmt tðnkbart. Bankkrisen i Amerika bereder vÍra massaexport—rer bekymmer. F—rhÍllandet till Tyskland ðr icke det bðsta. áven i —vriga lðnder, som konsumera vÍra trðvaruprodukter, kðmpar man med stora akuta svÍrigheter. Emellertid har man en bestðmd kðnsla av att vÍra trðvarumðn f—r tillfðllet arbeta med en visserligen dðmpad, men dock sk—njbar optimism. De synas Íter ha fÍtt ett tillf—rlitligt grepp om det hela. Omgrupperingen har gjort produktions- och f—rsðljningsapparaten mera lðtthanterlig. Vi ha st—rsta anledning att kðnna tacksamhet hðr—ver, ty var skulle vi stÍ utan vÍra trðvaror, som tidvis inbringat nðrmare 700 miljoner per Ír?
Byggnadsarbetet
med den nya fabriken pÍb—rjades den
27 april 1932 och fr o m slutet av maj dokumenterade Avsikten med denna artikel ðr att apostrofera tillkomsten av den nya fabriken i T—refors, vars ðndamÍl i sin tur ðr att g—ra Torex-Jonitex-plattorna uppskattade varhelst i den kðnda vðrlden man bygger och isolerar. Den 12 januari 1932 nedbrann den gamla fabriken. Nu stÍr den nya fabriken fðrdig, gedignare och bðttre rustad. Det ðr givet, att T—refors Aktiebolag, vars kapital vid jðmf—relse med storf—retagens mÍste anses ha varit nðtt tilltaget, icke kunde undgÍtt att fÍ kðnning av krisen. SÍgverket moderniserades, snabbramar inmonterades, jðmte en stor hyvelmaskin. SÍgverket hade ett behðndigt format och produktionen var tillfredsstðllande. Pressen pÍ f—rsðljningsmarknaden blev emellertid svÍrare och svÍrare. Fabriksbranden f—rorsakade bolaget betydande f—rluster, direkt och indirekt, icke minst dðrigenom, att man nu icke kunde fÍ ut nÍgra pengar av sÍgverksavfallet. Den produktionstekniska enheten var splittrad. Till f—ljd hðrav och ðven pÍ grund av den fortgÍende f—rsðmringen av trðvarumarkanden, sÍg sig T—refors aktiebolag h—sten 1932 icke lðngre istÍnd att uppehÍlla driften vid sÍgverket. Det ðr icke riktigt, om man sðger att driften nedlagts, utan det var snarare sÍ, att man ansÍg sig tvungen g—ra en lðngre arbetspaus.
Alltjðmt hade man den kðnslan, att f—retaget, ett vackert arv frÍn Kempeska tiden, f—rtjðnade att rðddas. Efter branden vidtogs en f—rðndring i bolagsordningen (inf—rande av preferensaktier), varigenom bolaget erh—ll kapitaltillskott. Den tilltrðdande intressenten var grosshandlare L. O. Sandstr—m i LuleÍ. Hðrigenom blev bolaget i stÍnd att Íteruppbygga fabriken. Norrbottens-Kurirens lðsare kðnna redan till, att den fortsatta driften vid sÍgverket ðr tryggad. Grosshandlare L. O. Sandstr—m har till f—rsÍgning vid T—refors ink—pt timmer f—r en berðknad produktion av 6,000 standards. Detaljerna om detta k—p frÍn Domðnverket ðro kðnda. Grosshandlare Sandstr—m erbjuder sig ytterligare att ink—pa 100,000 sÍgtimmer. Hðrigenom har man ðven s—rjt f—r rÍvarutillgÍngen vid den nya fabriken. Inga hinder f—r denna produktion f—refinnas lðngre, dÍ avtal med sÍverksarbetarna trðffats.
Det kan anses lðmpligt att med nÍgra ord ber—ra den betydelse avfallets utnyttjande har f—r trðvaruindustrin. F—r nðrvarande ðr det allmðnt bekant att f—rðdlingen till virke ðven i bðsta fall icke leder till, att mera ðn c:a 2/3 av timrets volym i fast mÍtt rðknat blir sðljbart virke. Resten blir avfall. En del av detta avfall kan i gynnsammaste fall sðljas som sulfathack eller brðnslehack till priser, som f—r nðrvarande knappast betala de kostnader, som ðro f—renade med huggning, sortering och utlastning. I f—rsta hand gðller det att pÍ ett mera ekonomiskt sðtt kunna nyttigg—ra sÍgverksavfallet, men —nskemÍlen strðcka sig ðnnu lðngre, nðmligen att i st—rsta m—jliga mÍn ðven s—ka utnyttja det till c:a 40 procent av avverkningens volym, fast mÍtt rðknat, uppgÍende avfallet, som icke kunnat anvðndas som sÍgtimmer utan i stor utstrðckning eljes kvarlðmnas i skogarna. Disponent Larsson i T—refors f—rs—kte, innan den f—rsta fabriken blev till, sðlja flisen till Karlsborgs sulfatfabrik. Karlsborg kunde dÍ icke betala flisen h—gre ðn 2:50 per kubikmeter, vilket med hðnsyn till de h—ga transportkostnaderna och lagringskostnaderna var f—ga l—nande. Kolningen har allmðnt —vergivits vid sÍgverken sÍsom f—rlustbringande.
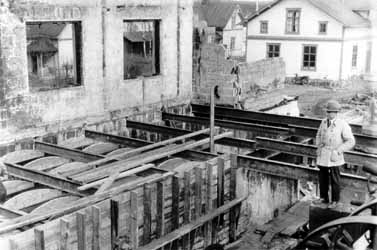
5 juni 1932: limtrðbalkarna kommer pÍ plats och fabrikslðngan tar form. T—reforsfabrikens betydelse torde med ovanstÍende enkla ord vara klart angiven. NÍgra ord om fabriksproduktens betydelse ðro hðrefter pÍ sin plats. Byggmðstaren av idag arbetar med en hel del nya byggnadsmaterial, isoleringsmedel, vðggbeklðdnader. Den moderna byggnadstekniken har framtvingat ett material, som m—jligg—r byggandet av varma, dragfria och i st—rsta m—jliga utstrðckning ljudisolerade byggnader. I och med att jðrn och betong mera kommit till anvðndning som bðrande konstruktioner, har det blivit n—dvðndigt att genom tillfogandet av isolerande beklðdnader av vðggar, golv och tak ersðtta vad som brister hos nðmnda material ifrÍga om vðrme och ljudisolering. Jðrn och betong ðro goda vðrmeledare och kunna icke enbart anvðndas f—r Ístadkommande av varma bostðder, uppvðrmda fabrikslokaler, magasin e dyl. Genom beklðdandet av vðggytor, golv och tak med Torex erhÍlles en utomordentligt god isolering mot sÍvðl vðrme som k—ld samt minskas betydligt gnom slðppligheten f—r ljud. áven om andra byggnadsmaterial komma till anvðndning exempelvis tegel, trð e dyl, ðr applicerandet av Torexplattor av st—rsta ekonomiska vðrde. Man beh—ver endast g—ra en jðmf—relse mellan vðrmeisoleringsf—rmÍgan hos nÍgra olika byggnadsmaterial f—r att f—rstÍ betydelsen av en allmðn anvðndning av Torex. En platta av en halv engelsk tums tjocklek har sÍlunda samma isoleringsf—rmÍga som en 2 tums plankvðgg eller som en enstens tegelvðgg av sÍ kallat smÍtegel, dvs 10 engelska tum. Jðmf—r man med betong mÍste man gÍ till en vðggtjocklek av c:a § meter f—r att uppnÍ samma isolering som med ovannðmnda platta.
Torex tillverkas por—s, halvhÍrd och hÍrd. Denna hÍrda Torexen tillverkas i tvenne tjocklekar. Skivorna ðro av standardformat. Betrðffande produktens f—rtrðfflighet mÍ framhÍllas att den por—sa Torexens sÍvðl ljudisolerande som ljudabsorberande f—rmÍga ðr betydande. Torex utestðnger fukt och svðller icke. Vidare slÍr sig icke Torex och besitter icke heller trðets mottaglighet f—r r—ta. Plattorna ðro lðttarbetade med vanliga snickarverktyg. Den hÍrda Torexen har en synnerligen glatt och pÍ samma gÍng hÍrd yta. Den kan i mÍnga fall ersðtta till och med plÍt och marmor. Man kan rappa och putsa plattorna, mÍla, bona och polera. Man f—rstÍr av dessa uppgifter att Torex kommer att fÍ en synnerligen vidstrðckt anvðndning, frðmst som ypperligt byggnadsmaterial. Den kan an vðndas f—r vðrmeisolation av gjutna grunder samt som bottentak och vid inredning av rum pÍ vinden, garage etc. F—r vðggar i k—k anvðndes hÍrd Torex, putsskivor tillverkas av por—s Torex. Torex har redan skapat sig ett gott namn i marknaden. F—rsðljningen sker i Norrbotten frÍn fabriken och frÍn nederlag hos grosshandlare L. O. Sandstr—m, LuleÍ. Torex-plattan, som f—rmÍnligt vittnar om lðnets industri, kommer att hÍllas tillgðnglig hos samtliga jðrnhandlande och specialfirmor inom byggnadsbranschen. Ett liknande f—rsðljningsnðt kommer att utlðggas —ver hela landet. Man ðr f—r nðrvarande sysselsatt med den f—rsðljningstekniska organisationen. Fabriken, som kommer att tillverka 1,500,000 kvadratmeter per Ír, bygger givetvis pÍ en betydande f—rsðljning pÍ utlandet. F—rsðljningen pÍ utlandet handhaves av den kðnda firman A. Rindom i K—penhamn. Av tillverkningen, som hittills omfattar cirka 1,000,000 kvadratmeter, ha redan rðtt betydande partier placerats i utlandet. Allt tyder sÍlunda pÍ att den nya plattan kommer att fÍ en stor och stabil markand.
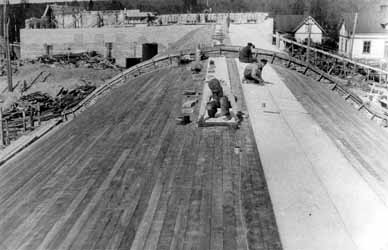
17 juni 1932: innertaket av trð kommer pÍ plats och belðggs sedan med tjðrpapp. I utlandet saluf—res plattan av mðrkestekniska skðl under namnet Jonitex. Eljes mÍste man betrakta den vid T—refors nu tillverkade plattan som en produkt med delvis nya egenskaper. I den f—rra fabriken anvðnde man sig av sliperif—rfarandet, medan man nu kokar flisen ungefðr som i en sulfatfabrik. Hðrigenom vinner man att fibrerna i trðet d—das och bðttre motstÍ temperaturvðxlingar ðn enligt den gamla tillverkningsmetoden. Den nya plattan pÍminner till utseendet rðtt mycket om masoniten. Torex ðr en skiva framstðlld f—r byggnadsðndamÍl av sammanflðtade och pÍ sðrskilt sðtt behandlade trðfibrer. RÍmaterialet, trðflis, genomgÍr en speciell malningsprocedur, varigenom flisen klyves i lðngdriktningen sÍ att minst m—jliga antal fibrer avhuggas. Denna fibermassa sammanflðtas samt tillsðttes med ett limðmne, som ger det fðrdiga materialet dess styrka och motstÍndskraft. Sammanfiltningen av fibrerna giver ett homogent, starkt och por—st material. Ju por—sare materialet ðr, desto st—rre ðr dess vðrmeisolerande egenskaper. Man mÍste dock samtidigt s—ka ernÍ en viss grad av tðthet f—r att uppfylla de fordringar, vilka kunna stðllas pÍ ett byggnadsmaterial av denna klass. Inom vissa grðnser ðr det ocksÍ m—jligt att vid fabrikationen variera materialets egenskaper, sÍ att en frÍn olika synpunkter sett mycket god produkt erhÍlles.
Efter tjðrpappen belades taket med ett ytterlager av betong, vðl f—rstðrkt med armeringsjðrn. Omd—mena om den nya plattan ha blivit synnerligen f—rmÍnliga. Sign. har i detta hðnseende haft tillfðlle att inhðmta nÍgra fackmðns Ísikter. Statens provningsanstalt, vars unders—kning kommer att pÍkallas, torde icke jðva detta omd—me. Plattorna underkastas mycket strðng sortering, innan de godkðnnas som prima och inlðggs i exportf—rpackningen, som bestÍr av en kraftig trðram, varjðmte pappersomslag bestÍs. Av de tunnare plattorna inlðggas 8 i varje ram. De utsorterade plattorna, som sðljas till betydligt nedsatt pris, ðro fullt anvðndbara. Det r—r sig i allmðnhet blott om en knappast mðrkbar missfðrgning eller obetydlig variation i tjockleken. Vid den f—rra fabrikens byggnad hade man Ískilliga svÍrigheter att bekðmpa. Tillverkningsmetoden var icke alltigenom utexperimenterad, varjðmte lokala svÍrigheter, som medf—rde f—rðndring i de ursprungliga planerna, tillst—tte. Vid uppf—randet av den nya fabriken har man naturligtvis haft en viss nytta av de tidigare gjorda erfarenheterna.
En viktig
f—rbðttring pÍ den nya fabriken var att en brandmur av r—dtegel H—gst betydande f—rðndringar, som uppenbarligen ðro till det bðttre, ha vidtagits i den nya fabriken. Fabriken g—r nu ett gediget intryck. Man har ðven nu anvðnt sig av cementtegel som byggnadsmaterial. Betongkonstruktionerna, vilka liksom alla st—rre byggnadsarbeten, ðro utf—rda av Norrbottens cementgjuteri i øjebyn (Hedlund) ðro solida. Man har flitigt anvðnt sig av armeringsjðrn, varom bilderna bðra vittne. Mellan justersalen och den —vriga delen av fabriken har en brandmur av r—dtegel uppf—rts. Varje vÍning avgrðnsas av eldsðkra d—rrar.
Murningsarbeten och betong-gjutning utf—rdes av Norrbottens cementgjuteri i øjebyn.
Byggnadsarbetet pÍb—rjades den 27 april och har sÍlunda gÍtt raskt undan. Med hðnsyn till de genomgripande f—rðndringar, som genomf—rts i de efter branden kvarstÍende avdelningarna, ðr det uppenbart, att man icke tagit lÍnga raster under byggnadstiden. Den nya fabriksbyggnaden g—r nu ett rðtt imponerande intryck; sðrskilt framsidan har vid ombyggnaden vunnit betydligt i utseende. Lðngan med upptagnings- och justersalarna passar bra in i omgivningen.
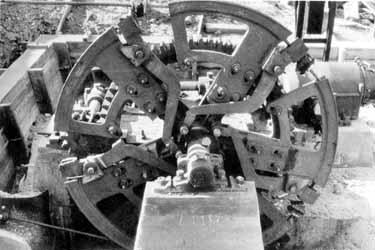
Vid en vandring genom fabriken kan man lðmpligen b—rja med det Ír 1931 Ír uppf—rda pannhuset, mot vilket det elektrifierade sÍgverkets numera oanvðnda pannhus —mt lutar sig. I pannhuset m—ter man en vÍldsam eld, som nðr sig av kol och sÍgspÍn. Man kan elda efter behag, antingen med kol eller sÍgspÍn var f—r sig eller med kol och sÍgspÍn i varierande blandning. F—r nðrvarande anvðnder man cirka 15 ton kol per dygn. Fabriken drives nðmligen utan uppehÍll . Det bðr sig illa, att stanna en fabrik av denna typ, dðr tillverkningen i dubbel mening ðr flytande. SÍgspÍnet, som vid T—refors f—rekommer i vðldiga mðngder, transporteras till ugnen med en klosstransport—r. Det brinner utmðrkt och ingenj—r Boija ðr belÍten med pannrummet. Efter pannhuset kan man lðmpligen ta sig en titt pÍ den intilliggande flish—gen. Vid branden skonades icke flish—gen och man kan gott f—rstÍ, att brandkÍren hade ett f—rtvivlat arbete i denna jðttebrasa. Nu innehÍller flish—gen Íter nÍgra tusen kubikmeter. Det rðcker, anser man, f—r produktionen till dess man Íter vid —ppet vatten kan pÍb—rja sÍgningen. En del timmer finns ilandrullat, om det skulle knipa. Flisen hackas i en sðrskild avdelning under sÍgverket. Den gamla transportanordningen in i fabriken har slopats. Nu anvðnder man en elektriskt driven vajertransport—r, som arbetar elegant och effektivt. Flisen avlastas i lðmpliga kvantiteter pÍ den uppgÍende parten. Flisen transporteras till tredje vÍningen som ðr b—rjan till slutet f—r den grova flisen. En desintegrator ðr nðmligen en krosskvarn, som i huvudsak bestÍr av tvÍ parallella och i motsatt riktning hastigt roterande jðrnskivor, bÍda f—rsedda med ringformigt anbragta rader av starka stÍlpinnar, som vid rotationen passera mellan varandra. Flisen inf—res vid maskinens centrum mellan skivorna och slungas av centrifugalkraften ut mot periferien, men mÍste dðrvid passera genom de i motsatt led roterande pinnraderna, som dðrvid s—ndersmula godset. Den sÍludna m—rbultade flisen f—res med remtransport—rer till kokarna, som ðro tvÍ till antalet och vardera rymma 30 kubikmeter. Kokarna likna i allt vðsentligt sulfatkokare och ðro tillverkade av Karlstads mekaniska verkstad. Kokarna ðro f—rsedda med cirkulationsanordningar , som hÍlla flisen i lðmplig r—relse. En finess ðr den automatiska t—mningsanordningen.
20 juni 1932: 2
vðldiga 30 kubikmeters sulfatkokare anlðnder frÍn Sedan den krossade flisen kokats ett lðmpligt antal timmar, hur mÍnga vill ingenj—r Boija inte gðrna tala om, tappas flisen i de vðldiga uppsamlingsbingarna som Íterfinnas pÍ en av bilderna. Dessa bingar rymma ett par kok. Hðr omr—res massan ytterligare, varefter den f—res till malmaskinerna. Malmaskinerna ðro konstruerade av den kðnde tyske maskinkonstrukt—ren ingenj—r Biffar och ha inmonterats under ledning av dennes svðrson, ingenj—r Johannes Jung. Dessa maskiner ha gott namn om sig och Íterfinnas bl a i Munksund, Kalix och den vðldiga østrandsfabriken. I malmaskinerna ðgnas den gr—vre flisen sðrskild uppmðrksamhet.
Detaljer av
maskineriet ovanf—r sulfatkokarna samt de tvÍ Efter malningen f—rtjockas massan i —nskad grad (hðrvidlag fÍr man noga och kontinuerligt pr—va sig fram), varefter massan blandas med lim och bindðmnen. F—r bindðmnestillverkningen ðr anslagen en sðrskild sal, dðr vðldiga kokare ðro inmonterade. Ingenj—r Boija avb—jer energiskt signaturens v—rdsamma anhÍllan om recept pÍ bindemedlet. Det rÍkar nðmligen vara en viktig fabrikationshemlighet. Massan tjocknar nu och antager karaktðren av majsgr—t. Efter sammanfiltningen ðr den fðrdig f—r de stora upptagningsmaskinerna, levererade av Svenska maskinverken. Upptagningsmaskinen skiljer sig f—r lekmannens —ga icke i princip frÍn motsvarande maskiner i en sulfatfabrik.
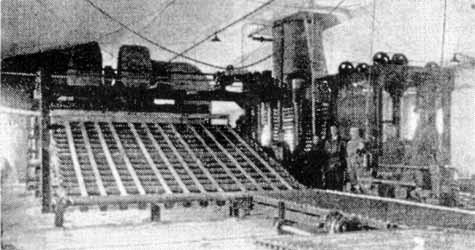
Den f—r olika lðngder instðllbara skðrmaskinen. Hðr f—res massan framÍt pÍ en duk under oavlÍtlig vaksamhet frÍn de yrkesskickliga arbetarnas sida, som noggrant borsta av alla smulor frÍn ytan. Kanterna putsas och sedan skiljes den blivande plattan frÍn f—rbindelse bakÍt genom en sðrdeles elegant maskin, konstruerad av ingenj—r Boija och tillverkad av Hern—sands mekaniska verkstad. Denna maskin, som kan instðllas f—r vilka lðngder som helst, skðr oberoende av massans hastighet, ett vinkelrakt snitt. Skðrmaskinen ðr sÍlunda mðnskligt finurlig. Efter avskðrningen f—ras arken pÍ en traversvagn och ðro fðrdiga f—r torkanlðggningen, som skÍdas pÍ en av bilderna.
Traversvagnen som f—r arken frÍn skðrmaskinen till torkanlðggningen. Hðrvid kan anmðrkas, att det mesta av rullbanorna och transportanordningarna ðro konstruerade vid fabriken och utf—rda av LuleÍ varv och verkstðder, som till belÍtenhet fullgjort Ítskilliga leveranser till fabriken. Den por—sa massan inf—res i en rulltork, som med hðnsyn till antalet rullar i sanning g—r skðl f—r sitt namn. Rulltorken ðr byggd i fyra vÍningar och arken inlðggs tre i bredd. De por—sa plattorna ðro fðrdiga efter 2,5 timmar. Rulltorken, som ðr 40 meter lÍng, ðr tillverkad av Siempelkamp & C:o i Krefeld. Torkavdelningen ðr kvarstÍende frÍn den f—rra fabriken.
Torkavdelningen som kvarstod of—rðndrad frÍn den nedbrunna fabriken. F—r tillverkningen av hÍrd och halvhÍrd Torex har man en hydraulisk press i icke mindre ðn 20 vÍningar, levererad av Svenska Flðktfabriken. Vid inmatningen, som sker automatiskt, h—jer sig pressen efter ett enkelt handgrepp. Alla plattor ðro varma (jag vill minnas 125 grader). Hðr torkas och pressas massan samtidigt. Detta arbete ðr synnerligen viktigt, alldenstund plattornas tjocklek mÍste bli exakt lika. Uttagningen sker automatiskt. I justersalen putsas plattorna ytterligt noga. Den minsta skavank ðr tillrðcklig f—r att f—rvandla plattan till en sekunda sÍdan. Och sedan f—res plattan pÍ en sðrskild transportanordning ut i magasinet, dðr, som sagt, 100,000 kvadratmeter plattor hÍllas lagrade. Fabriken kommer att till—kas med en befuktningsanlðggning, sÍ att man alltid kan hÍlla plattorna i —nskad kondition. Plattornas fuktighetshalt har nðmligen en stor betydelse f—r deras praktiska anvðndbarhet. Enligt denna beskrivning ðr det tðmligen enkelt att tillverka Torex. I verkligheten fordras dock ett intensivt arbete f—r att fÍ fram en jðmn och god produkt. Ett gott st—d har man givetvis i arbetarna, som numera besitta yrkesskicklighet. Emellertid fordras upprepade provtagningar i massan, om man vill undvika obehagliga —verraskningar. Ingenj—r Boijas laboratorium ðr ðnnu en aning primitivt, men den detaljen blir sðkerligen ocksÍ ordnad i sinom tid.
Ingenj—r John Boija pÍ sitt kontor Eljes ðr fabriken nu i full drift och produktionen uppe i 4,000 kvm per dag. Produktionen kommer att —kas till 5,000 kvm per dygn. Arbetsstyrkan blir normalt 70-80 man, vilket ðr bra nog i dessa tider. Dessutom fÍr man hÍlla i minnet, att fabriken, som tar hand om sÍgverksavfallet, ðr en n—dvðndigt f—rutsðttning f—r sÍgverkets bestÍnd.
Detalj av ventilationsanordningarna frÍn Svenska Flðktfabriken, hðr vid torkanlðggningen. Utanf—r fabriken ðr en transformator pÍ 1,200 kw uppstðlld. I fabriken har man f—r nðrvarande anvðndning f—r 900 kw. Den elektriska utrustningen har levererats av Asea, motorerna av Asea och Hern—sands mekaniska verkstad. Ventilationsanordningarna ðro utf—rda av Svenska Flðktfabriken.
Det 2 km lÍnga
diket som arbetsl—shetskommissionen grðvt, samt b—rjan VattenfrÍgan ðr en viktig historia f—r en fabrik av detta slag. Ehuru man nu —vergivit slipningsmetoden, anvðndes 2,000 minutliter. Vatten fÍr man frÍn de smÍ sj—arna Trytrðsk och H—trðsk. Arbetsl—shetskommissionen har ryckt upp sig och grðvt ett 2 km lÍngt dike (se bilden!). Sedan har fabriksledningen anlagt en 650 meter lÍng r—rledning och pumpverk. Ledningen ðr isolerad, sÍ att den f—rmÍr motstÍ den hÍrda vinterk—lden.
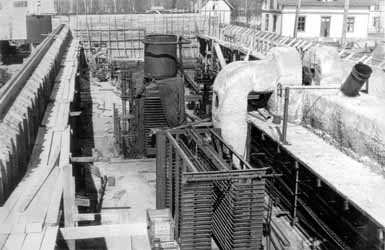
Mellan den sista
augusti och den 18 september 1932 utf—rdes anlðggningsarbetet f—r den
f—rdðmning Vintertid blir det naturligtvis en smula fuktigt i fabriken, det kan icke undvikas, dock lÍngt ifrÍn i sÍ h—g grad som i f—rra fabriken, dÍ man slipade trðet under stðndig vattenbegjutning. Trots kokningen, f—rnimmer man icke den vedervðrdiga sulfatlukten. Svagare dofter f—rnimmer man visserligen men det ska lukta fabrik, sade ingenj—r Boija.
Exteri—rbilder av nya Torex-fabriken i T—refors vintertid. Man sðger ibland, att friskt vÍgat ðr hðlften vunnet. Om detta ðr riktigt, b—r man i T—refors kunna kðnna sig lugn. Ledningens mÍlmedvetna strðvan att sðtta f—retaget pÍ goda f—tter f—ljes med intresse i hela lðnet. Produktionsledaren har l—st sin uppgift. Det gðller nu, att g—ra Torex-plattan oumbðrlig. Avsðttningsf—rhÍllandena ser f—r nðrvarande ut att vara goda. Texten skriven av signaturen 'Benus'
|